Vibratory Conveyors
Vibratory Conveyors Continue to be the Proven Food Industry Choice
Vibratory conveyors are the workhorses of food processing lines, designed for many applications, fast yet gentle handling, and simple sanitation and maintenance.
Vibratory conveyance solutions give food processors the ulitmate value with safe and sanitary long-life, low maintenance operations, high volume conveying, and energy efficiency.
Whether your product is seasoned or coated, solid, bulk pellets or flakes, blended or not, horizontal motion and vibratory conveyors can smoothly convey it throughout your processing and packaging lines.
Vibratory Conveyor Models
Horizontal Motion Conveyor

Horizontal Motion Conveyor
The PFI Horizontal Motion Conveyor solutions are designed to provide food processors with safe and sanitary operation, variable speed control, and flexibility. These conveyors offer gentle product handling, reducing breakage and maintaining blend integrity.
Each solution is customized and can be configured for reversible operation or product accumulation. The design focuses on low maintenance, ease of cleaning, and sanitary validation, with integration capabilities for collaboration with OEM’s and engineering firms. The conveyor is suitable for a wide range of products, including seasoned, coated, solid, bulk, or blended products.

PFI - Purmotion Conveyor

PFI - Horizontal Conveyor Options & Specs

Vibratory Conveyors
Conveyors
PFI - Vibraflex II Vibratory Conveyor
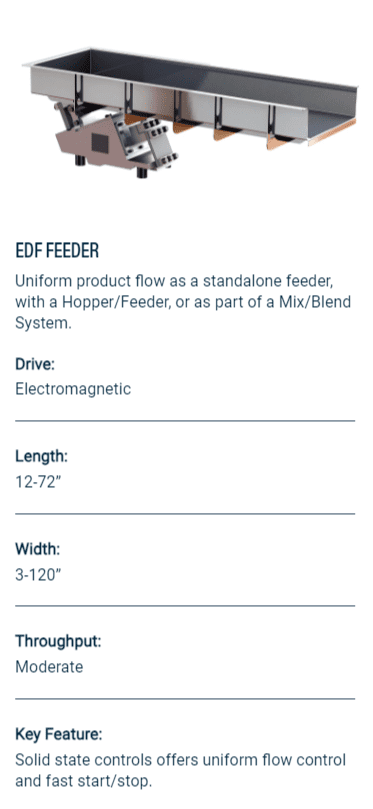
PFI - EDF Feed Conveyor
PFI - Magneflex Vibratory Conveyor
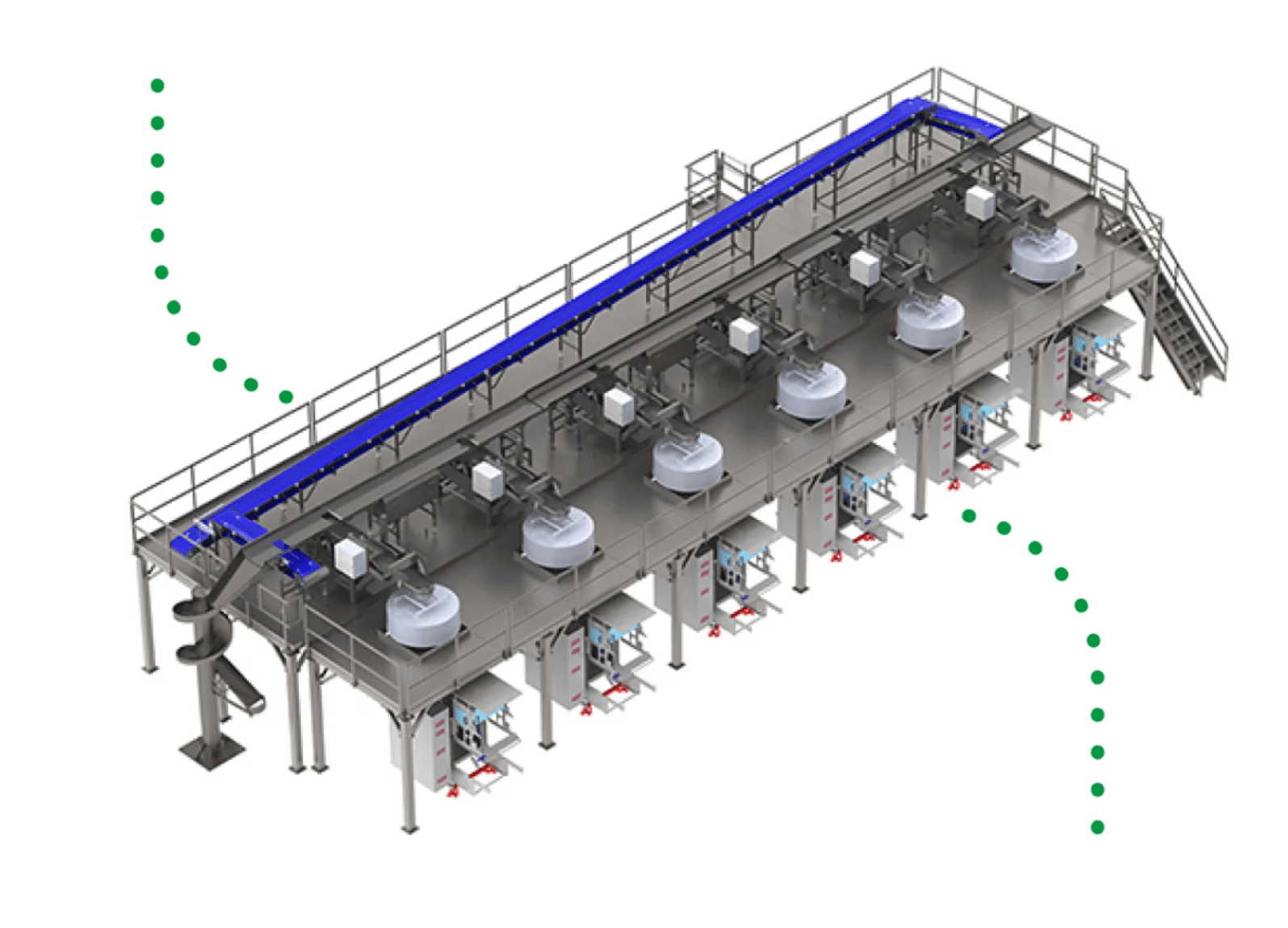
Conveyor Systems
The benefits of conveyor systems in handling food products and other industries products are exceptional. These systems are designed to minimize product degradation and loss while being able to handle a variety of food products at different temperatures. The conveyors provide the gentle treatment of food products, reduced stress, noise, and maintenance, as well as the ease of cleaning and accessibility of the equipment. Furthermore, the vibratory conveyor equipment has fewer moving parts, easy-to-clean pans, and maximum accessibility, meeting food processing equipment, chemical, health and wellness products in addition to many other industry standards.
Vibraflex II Conveyors

PFI - Vibraflex II Vibratory Conveyors

PFI - Vibratory Conveyors Options & Specs

PFI - Vibraflex II Spreading Mixed Greens

PFI - Vibraflex II Conveyors

PFI - Vibraflex II Screen Sizing Conveyor

PFI - Pet Food Fines Removal Conveyor

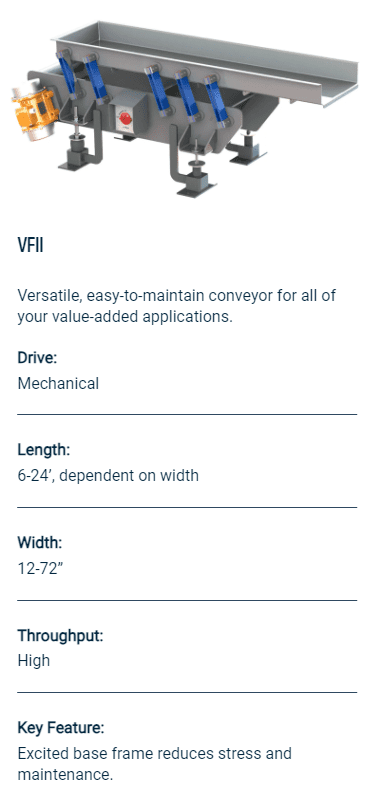
Vibratory Conveyor - Vibraflex II
The Vibraflex II (VFII) is a vibratory conveyor designed to provide flexibility and value for food processors. It offers versatile operation, optimal product integrity, and a low maintenance, sanitary design. The conveyor efficiently moves a variety of products throughout the processing line, with applications including screening, shaking, laning, grading, and spreading. Its excited base frame design eliminates external moving parts and lubrication, increasing pan life, reducing power requirements, and lowering noise levels. The VFII is durably built for long life, with features and options designed to meet the needs of operations, engineering, safety, and quality teams.
Magnaflex Conveyors
PFI Magneflex Vibratory Conveyors

PFI Magneflex Vibrating Conveyors
Center Drop
Magneflex Vibrating Conveyors
Magneflex Vibrating Conveyors
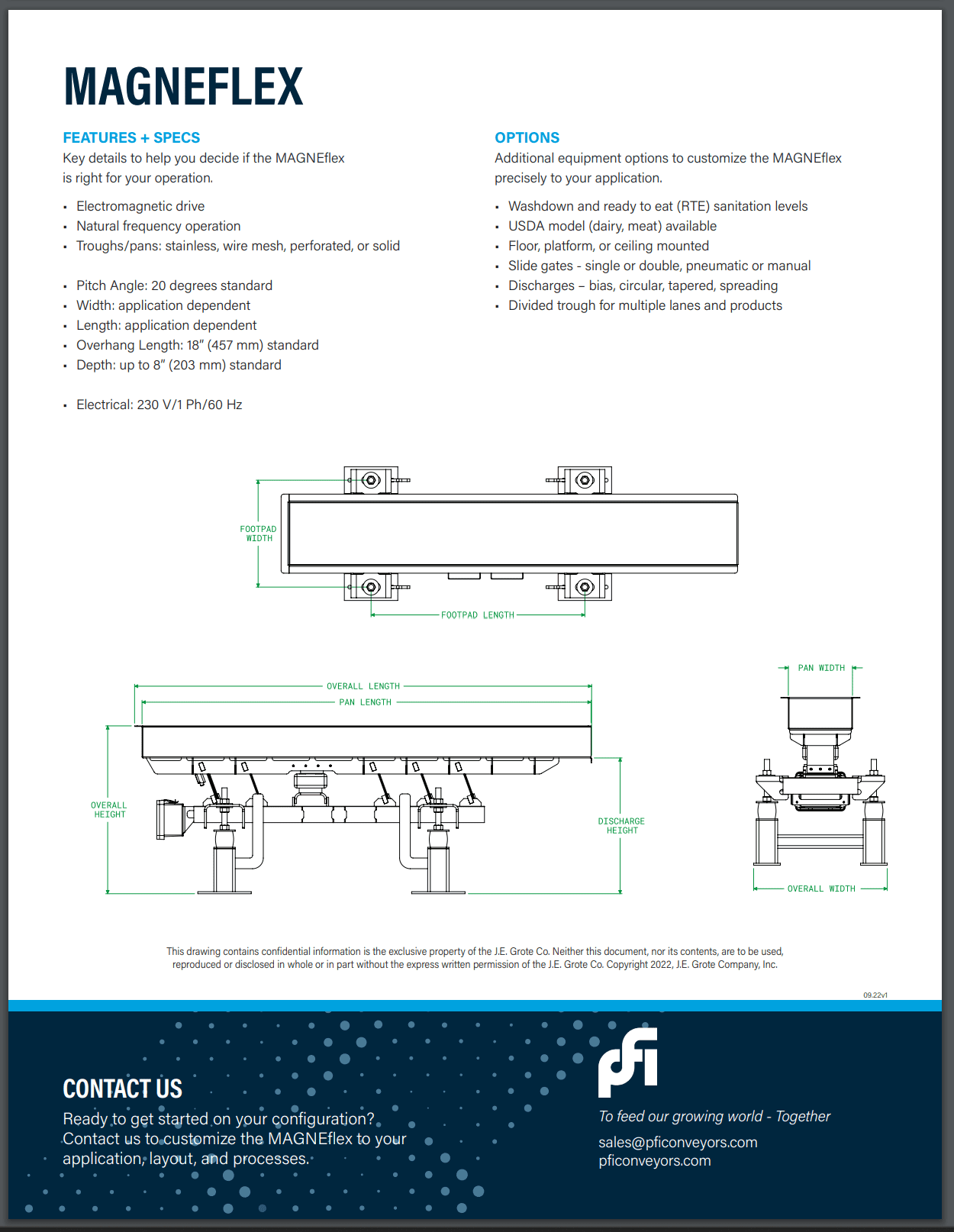
Options & Specs
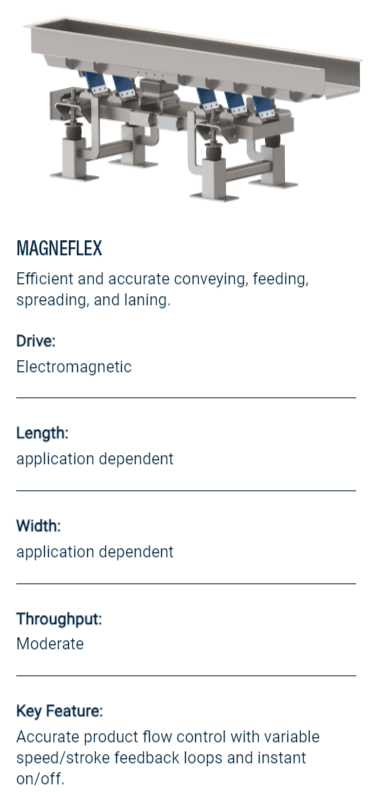
Vibratory Conveyor - Magneflex
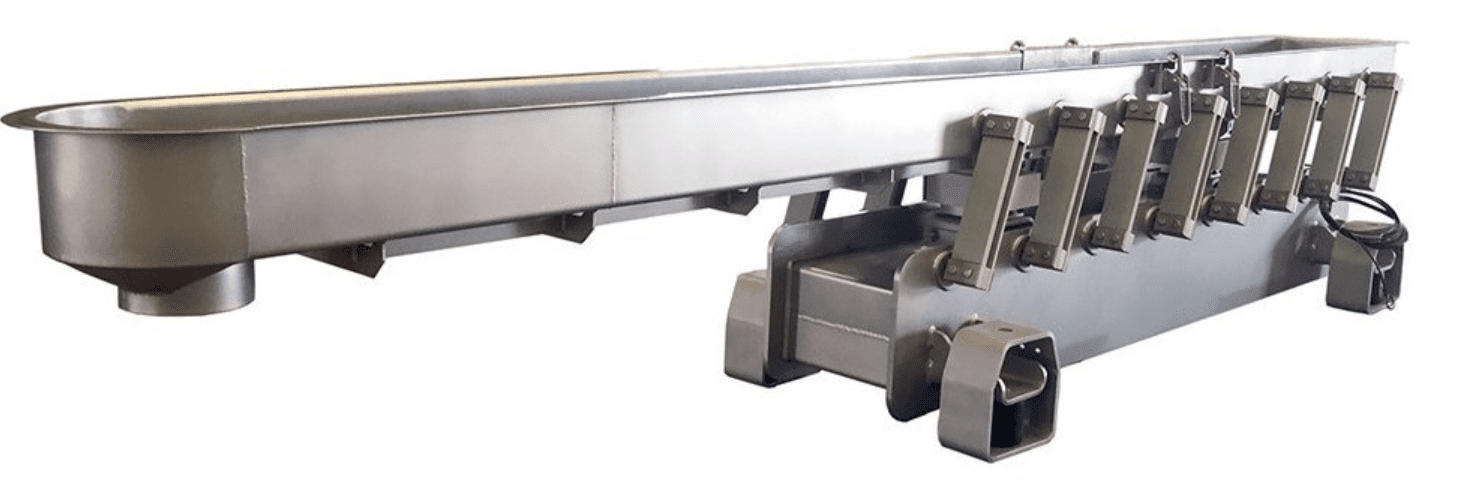
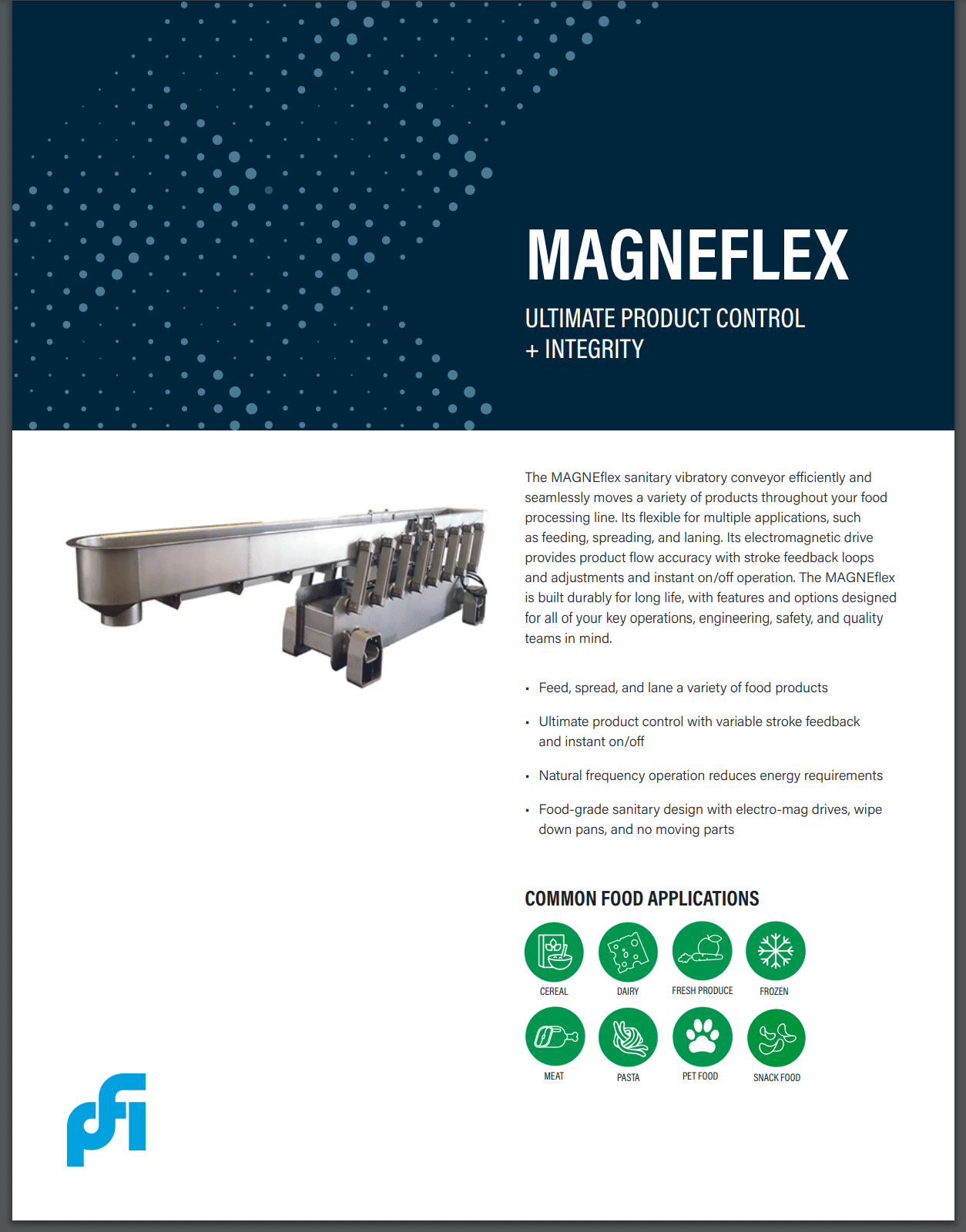
The Magneflex vibratory conveyor is an efficient and flexible solution for food processors, offering weight and speed control, as well as a design that is both sanitary and maintenance-friendly. It is designed to handle a variety of food products, providing optimal product control for accurate flow. The conveyor’s design includes variable speed/stroke feedback loops, instant on/off functionality, and natural frequency operation to reduce energy requirements. Additionally, it features electro-mag drives with no moving parts, leading to quieter operation, low maintenance, and easy cleaning.
Hopper Conveyor
Hopper Feeder Conveyor
We offer standard and a custom-configured, simple to operate hopper conveyor system. Various vibratory feed conveyor options are available, including a cross vibratory conveyor, direct to scale vibratory feeder, and mix blend vibratory feeder machinery systems.